金型コーティング専用の下地処理「NV窒化」
更新日:2022/9/16
投稿者:西野
こんにちは
エア・ウォーターNV㈱です。
さて
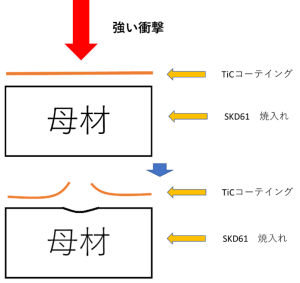
熱間ダイス鋼(SKD61)などにコーティングを施し使用後、すぐに剥がれたりしていませんか。
お客様の使用環境によって異なってきますが、
今回のブログではコーティングが剥がれやすくなる要因の一つをお話します。
また、その上で金型の寿命向上の為にエア・ウォーターNV㈱ができることをお話します。
※ダイカスト金型の耐溶損性・ヒートクラックにお悩みのお客様はこちらをご参考にしてください。
コーテイングと剥離
剥がれる要因の1つ
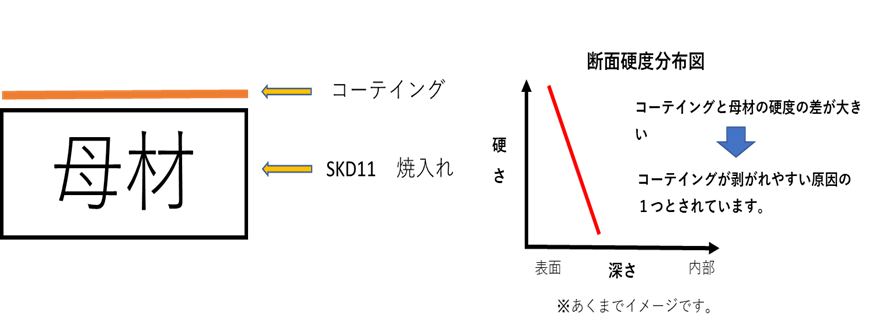
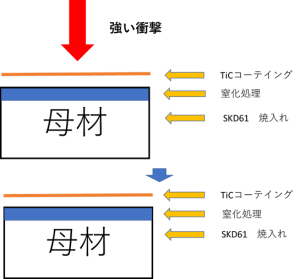
SKD61(焼入れ)後に、コーティングを施したとします。
その際の断面硬度分布図はどのようになっているでしょうか。
下記イメージ図をご覧ください。
熱処理条件によりますが、SKD61を焼き入れ焼き戻し後、母材硬度は約500HVほど硬くなります。
一方でコーティングの硬さは、例えばTiCコーテイングを施した場合、
コーティング業者のHPから表面硬度は3000HV以上と記載されています。
(※弊社はコーティング業者ではございませんので、あくまで参考数値です。)
コーティングの表面硬度(3000HV)と母材硬度(500HV)の差は大きいことから、
上図のように硬度分布の曲線の下げは急になっています。
コーティングの表面硬度と母材硬度の差が大きいほど密着性が悪く、
剥がれやすくなります。
コーテイングの下地処理として、窒化処理
コーティングの下地処理として窒化処理をした場合です。
まず、SKD61(焼入れ)に窒化処理を行うと下記のような断面硬度分布図になります。
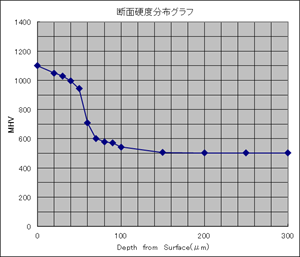
窒化処理は金属表面を硬化させる技術ですので、最表面が一番硬くなっています。
最表面から金属内部に深くなるにつれて、母材硬度に近づきます。
熱処理条件によりますが、上図では表面硬度は1100HVほどです。
窒化処理後にコーティングをした場合の断面硬度分布図のイメージは下記の通りです。
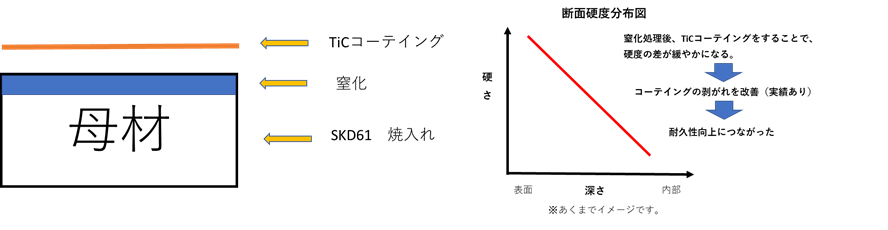
コーティング前に窒化処理を行うことで、
コーティングと母材の硬度の差は緩やかになります。
硬度の差が緩やかになったことで、密着性が向上し、
さきほどの例に比べてコーティングは剝がれにくくなります。
エア・ウォーターNV㈱ができること
NV窒化
エア・ウォーターNV㈱の独自処理「NV窒化」は、
窒化層厚さや硬度のコントロールによるフレキシビリティに富んだ窒化層の設計を得意としています。
つまり、コーティング用の下地処理に特化した処理ができます。
下記金属断面組織写真をご覧ください。

化合物層のない窒化層を形成する事により、下地金属の変形を抑制すると共に、
コーティング層と下地金属の密着性をより向上することができます。
終わり
参考になりましたでしょうか。
エア・ウォーターNV㈱では、お客様の課題・要望に合わせた窒化層の設計をご提案します。
少しでもご興味がございましたら、下記お問い合わせからお気軽にお問い合わせくださいませ。
エア・ウォーターNV㈱では皆様にお役に立てる情報を今後も発信していきます。
引き続きよろしくお願い申し上げます。
ブログに対するお問い合わせは、尼崎営業所までご連絡ください。
本社/尼崎営業所
〒660-0091
兵庫県尼崎市中浜町1番地の8
TEL 06-6412-5355
FAX 06-6412-7688
※エア・ウォーターNV㈱はエア・ウォーターグループの一員です。
以上